GX Developer adalah nama software PLC yang di gunakan pada merk Mitsubishi. Dibawah ini step2 untuk membuat (create) program PLC di GX Developer tersebut.

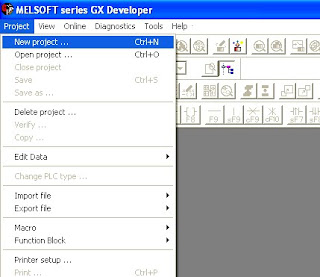
2. Pada kiri atas klik >Project, > New project, seperti terlihat di gambar berikut :
3. Setelah pilih >PLC Series untuk seri PLC yang akan kita gunakan, dan >PLC type untuk memilih type nya, >Program Type, lalu klik > OK

4. Setelah itu akan muncul tampilan seperti di bawah ini, selanjutnya ikuti seperti gambar :
A - klik salah satu device, misal nya kita pilih NO dengan klik pada toolbar, atau tekan F5
B - isi alamat dari devicw tersebut, untuk input kita gunakan simbol 'X' dan angka di belakang X adalah
alamat dari input tersebut, misal : X0
C - Lalu kita klik 'OK'

5. Setelah itu akan tampil seperti gambar di bawah ini, lakukan proses seperti pada penulisan input, untuk
output jg demikian.
6. Setelah program kita buat, langkah selanjutnya adalah meng- convert program tersebut. Langkah2nya
adalah:
- Klik Convert pada toolbar
- klik Convert pada sub toolbar

akan hilang blok tersebut, seperti gambar di bawah ini.

8. Selanjutnya program yang kita buat siap didownload ke PLC. :)



